Investment casting, also called lost-wax casting, is one of the oldest and most precise metal-forming processes. It is widely used for creating complex shapes with high accuracy and excellent surface finishes.
Industar develops, builds and finances utility scale solar and storage projects throughout the United States. We specialize in developing renewable solutions to suit the specific needs of large investor owned utilities.
Wax Pattern Creation – A wax model of the desired part is made.
Shell Building – The wax pattern is dipped into ceramic slurry and coated with fine sand multiple times to build a strong shell.
Wax Removal – The mold is heated so the wax melts and drains out, leaving a hollow ceramic shell.
Metal Pouring – Molten metal is poured into the ceramic mold.
Finishing – The part undergoes machining, polishing, or coating as required.
Investment Casting Manufacturing Process Step Explanation
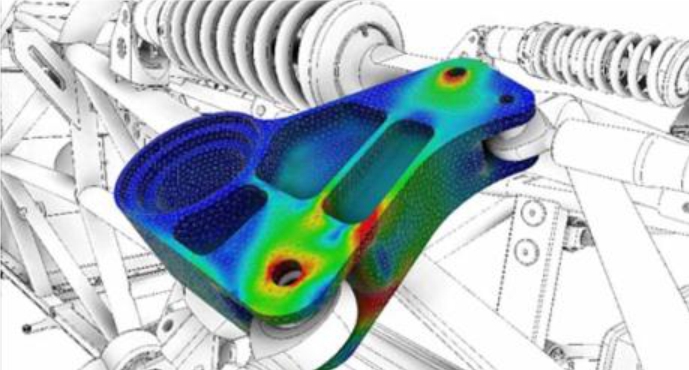
1. Casting Simulation
2. Tool Development
3. Wax Pattern Injection
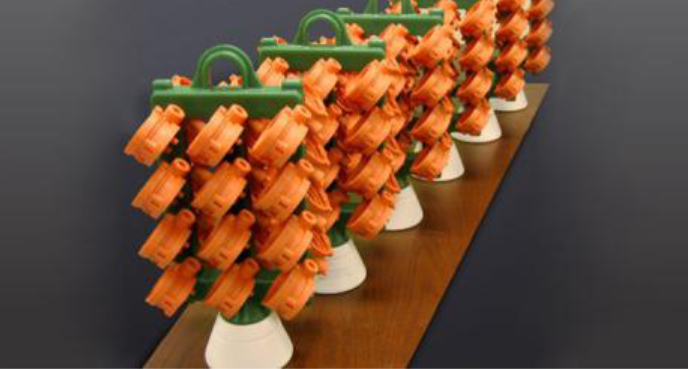
4. Wax Pattern Assembly
5. Ceramic Shelling
6. Shell Dewaxing
7. Shell Firing
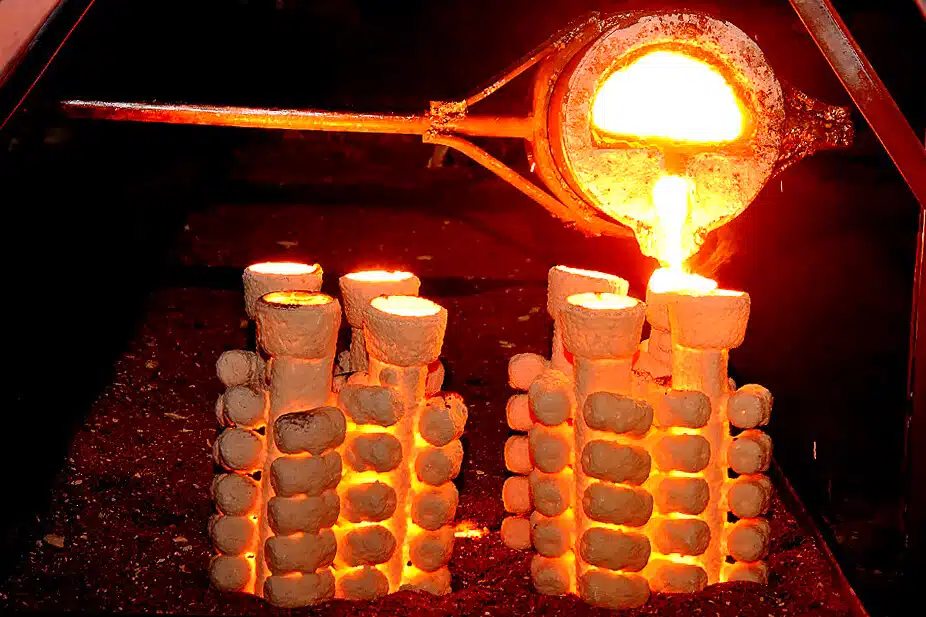
8. Pouring
9. Knockout & Cutting
10. Heat Treatment
11. Fettling
12. Machining & Shipment
Casting Simulation – Main objective of using computer-aided casting design and simulation
software to casting
process is to offer maximum data on casting quality by predicting solidification occurrences and associated
features which can be helpful to get an optimum level cast part soundness with maximum defect free component.
Tool Development – The first step involves designing and building a metal die from Aluminium.
This die creates a
wax replica of the desired part by injecting melted wax under high pressure into the cavity. The die can be made
as a simple one cavity manual tool or a complex multi-cavity automatic tool depending on volume requirements.
Wax Pattern Injection – Pattern wax will be used in hydraulic manual, semi or automatic
injection press machine
to fill the die or tool mirror cavity through the wax so desired metal part same copy wax part will be inject
along with inbuilt gating or feeding system.
Wax Pattern Assembly – The wax patterns are assembled onto vertical or horizontal runner or
base and into a
finished tree with the help of sticky wax, Assembly tree can be single part per assembly or multiple part per
assembly depends on part weight & area as per geometry.
Ceramic Shelling – The assembly is then dipped into a high-grade ceramic slurry to build a
ceramic shell around
the wax tree. After the slurry coating is done, particles of sand are dropped onto the surface of the wet tree
assembly. This helps to thicken and strengthen the layer of coating on the wax assembly surface. Repeat steps of
further backup coating until the assembly achieves the desired shell thickness. The assembly is then allowed to
set and dry.
Shell Dewaxing – The wax inside the newly built shell is now removed so the ceramic covered
shell outer wax tree
will be with hollow mirror cavity of the cast parts. Dewaxing is done using a steam-dewaxing autoclave or flash
fire furnace.
Shell Firing – To burn the residual wax from the ceramic shell cavity and to strengthen then
ceramic shell up to
high temperature withstanding capacity these shells are backed or fired in shell backing or continuous firing
furnace.
Pouring – After batch sample satisfactory report of liquid metal prepared in furnace the metal
is ready for
pouring. Now the desired molten metal is poured into the pre-heated mould cavity.
Knockout & Cutting – Invested ceramic outer the wax assembly tree will re removed from the
metal poured shells
which called knockout process and from metallic assembly shell individual parts will be cutting from gating or
feeding system.
Heat Treatment – The purpose of heat treatment is to change a mechanical property or
combination of mechanical
properties so that the metal will be more useful, serviceable, and safe for a definite purpose. By heat
treating, a metal can be made harder, stronger, and more resistant to impact, heat treatment can also make a
metal softer and more ductile.
Fettling – Parts will be grind on gating or feeding system with near and net shape matching of
the exact cast
part then it will be done shot blasting or ceramic blasting as per the material specification or process
selection of fettling stage.
Machining & Shipment – Various machining techniques are then employed including CNC or VMC or
HMC or VTL or SPM
to achieve the final surface finish & dimensions needed to more important with function, fitment & application
area point of view then after with all quality checks & approval parts will be done with standard or customised
packaging system to make a shipment on desired location by customer.
What is Bulk Production lead-time for an Investment Casting or Lost-Wax Casting Process ?
As-Raw Product Bulk Production after Sample Approval.
Simple Components - 5 to 6 weeks.
Average Components - 6 to 8 weeks.
Critical Components - 8 to 10 weeks.
Machined Product Bulk Production after Sample Approval.
Simple Components - 6 to 8 weeks.
Average Components - 8 to 10 weeks.
Critical Components - 10 to 12 weeks.
Assembled Product Bulk Production after Sample Approval.